欢迎来到山东擎雷环境科技股份有限公司!
 18660167086
18660167086欢迎来到山东擎雷环境科技股份有限公司!
18660167086
 相关文章 / ARTICLE
相关文章 / ARTICLE
 2026-05-14
2025-09-17
2025-09-05
2025-09-11
2025-07-08
2026-05-14
2025-09-17
2025-09-05
2025-09-11
2025-07-08


 产品介绍/ PRODUCT PRESENTATION
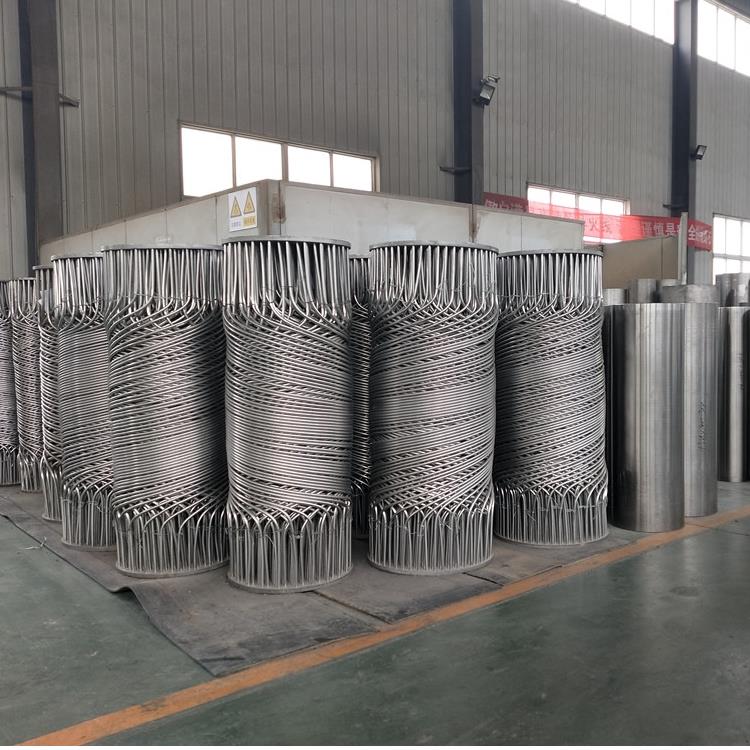
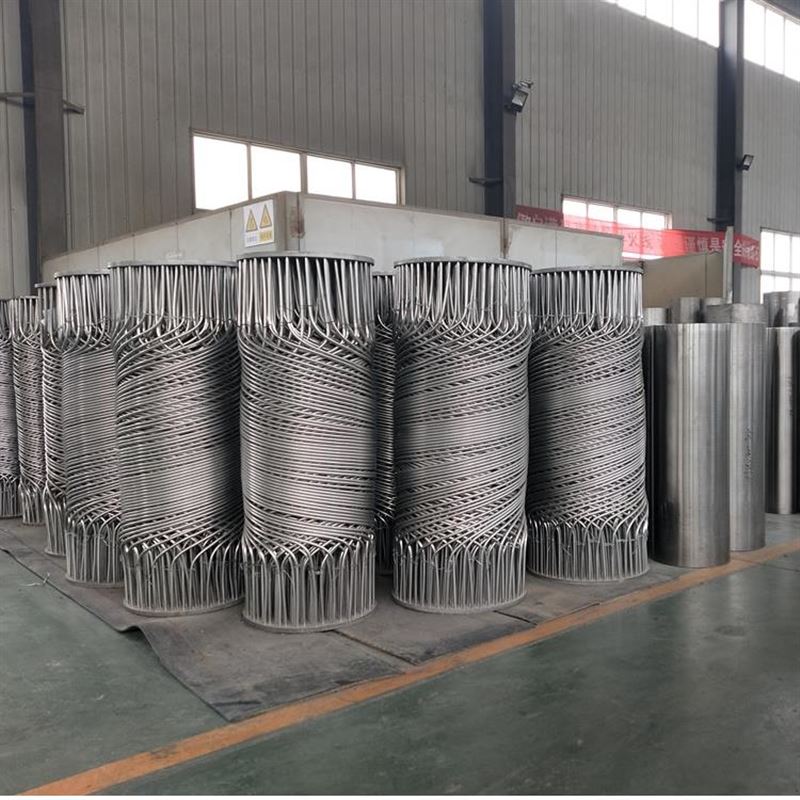
产品介绍/ PRODUCT PRESENTATION一、技术原理与核心优势 化工螺旋缠绕管式换热器(SWHE)通过螺旋状紧密缠绕的换热管束形成多层通道,冷热流体在螺旋通道内外逆向流动,利用间壁换热原理实现高效热传递。其核心优势包括: 高效传热:螺旋结构增强流体湍流,传热系数可达传统管壳式换热器的3-7倍,单位面积换热能力高达13600瓦/平方米。
结构紧凑:体积仅为传统设备的1/10,节省安装空间,适用于海洋平台等空间受限场景。 耐高压高温:可承受20MPa压力和400℃高温,无需减温减压装置。 抗腐蚀与自清洁:采用不锈钢、钛合金等耐腐蚀材料,螺旋流动减少污垢沉积,维护成本降低。

二、化工螺旋缠绕管式换热器行业应用深度解析
1. 化工行业:应对严苛工况
应用场景:处理硫酸、*等强腐蚀性介质,及含固体颗粒的催化剂浆液。
案例:某氯碱企业用于电解槽冷却,设备寿命从3年延长至8年,压降仅为传统设备的1/3。
优势:模块化设计支持快速更换腐蚀管束,螺旋流道减少介质停留时间,防止堵塞。
2. 石油行业:优化能源利用
应用场景:加热高黏度重油、含砂原油,及原油预热。
案例:中东某油田应用后,能耗降低22%,年节约燃料油超千吨。
优势:双螺旋结构提升传热效率60%,自清洁流道减少泥沙沉积,维护间隔延长至12个月。

3. 能源行业:助力节能减排
应用场景:烟气余热回收(GGH替代)、脱硫塔循环水冷却。
案例:某燃煤电厂改造后,年回收余热12万GJ,减排SO₂ 15%。
优势:抗低温腐蚀材质(如ND钢)解决烟气冷凝问题,紧凑设计降低风机功耗18%。
4. 制药行业:满足卫生标准
应用场景:无菌生产中的介质加热/冷却,发酵罐温控。
案例:某生物制药企业应用后,验证批次合格率提升12%。
优势:双管密封结构杜绝泄漏,表面光洁度Ra≤0.4μm减少微生物附着,支持在线SIP/CIP。

 上一篇:化工螺旋缠绕管热交换器
上一篇:化工螺旋缠绕管热交换器
 我的位置:
我的位置: 产品分类
产品分类 产品型号:
产品型号: 留言询价
留言询价
 地址:擎雷科技
地址:擎雷科技 邮箱:18660167086@163.com
邮箱:18660167086@163.com 联系人:陈奇
联系人:陈奇 返回顶部
返回顶部