欢迎来到山东擎雷环境科技股份有限公司!
 18660167086
18660167086欢迎来到山东擎雷环境科技股份有限公司!
18660167086
 相关文章 / ARTICLE
相关文章 / ARTICLE
 2026-05-14
2025-09-17
2025-09-05
2025-09-11
2025-07-08
2026-05-14
2025-09-17
2025-09-05
2025-09-11
2025-07-08


 产品介绍/ PRODUCT PRESENTATION
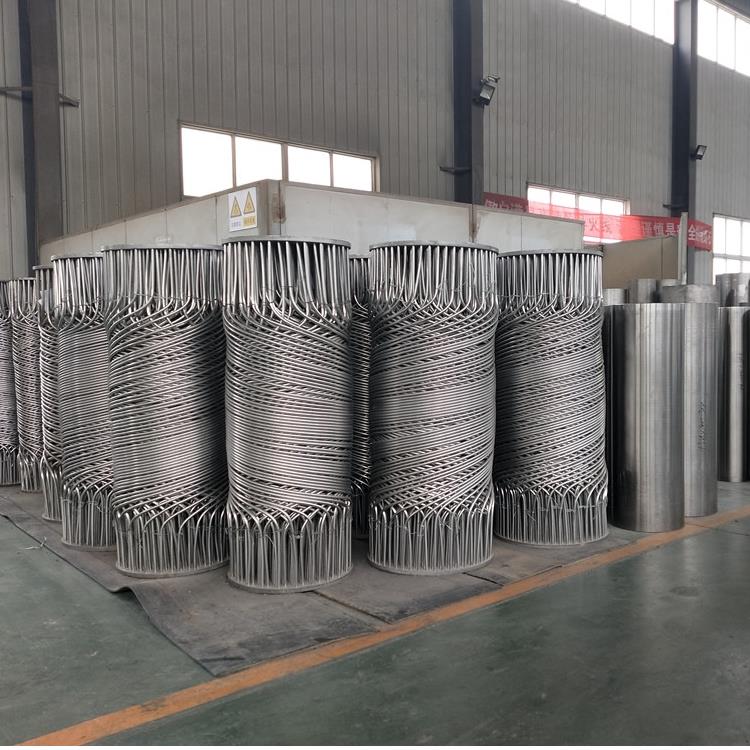
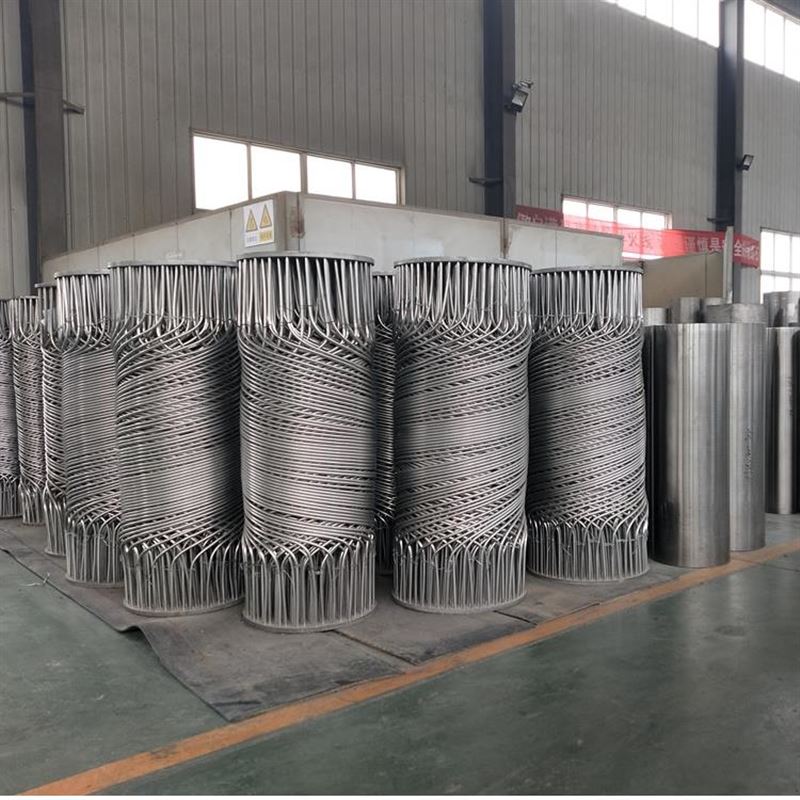
产品介绍/ PRODUCT PRESENTATION化工单盘管冷凝器是一种通过气体冷凝传热实现热量转移的高效设备,其核心结构为单根铜管或镀铜钢管盘成的螺线管,附加热传导性能优异的散热片和加速空气对流的风机。
热交换过程:高温高压气态制冷剂在盘管内流动,通过管壁将热量传递给外部冷却介质(空气或水),实现冷凝相变。
强化散热:散热片扩展有效传热面积,翅片结构扰动气流,提升对流换热系数至23-35W/(m²·K),远超传统光管式冷凝器。
能效优势:风机驱动空气强制对流,换热效率比自然对流提升50%-80%,压降控制≤80Pa,降低风机能耗。

二、适用行业及核心优势
单盘管冷凝器凭借其高效传热、低成本、易维护的特点,广泛应用于以下行业:
空调系统
应用场景:商业建筑中央空调、家用空调。
优势:
能效比(EER)达3.2,较传统风冷系统节能15%;
模块化设计支持快速安装与维护,降低停机损失。
化工行业
应用场景:化工反应釜冷却、余热回收。
优势:
耐腐蚀材料(如316L不锈钢)适应氢氟酸、浓硫酸等介质;
结构紧凑,占地面积小,节水节能,运行费用低。
案例:某化工厂聚合反应中,单盘管冷凝器将反应釜温度稳定在85±2℃,保障工艺安全性。

制药行业
应用场景:溶剂回收、产品精制。
优势:
精确控制温度压力,保障药品纯度;
符合GMP规范,支持自动化控制,减少人为误差。
食品加工
应用场景:食品冷库、乳制品加工。
优势:
回收工艺余热,能源利用效率提升30%;
减少水资源消耗,改善工作环境,符合HACCP标准。
案例:大型冷库应用中,冷凝器配合蒸发式冷却塔,综合能效比(EER)达4.1,年节电38万度。
电力行业
应用场景:汽轮机组排汽冷凝。

优势:
凝结水过冷度≤1℃,提升循环热效率0.8%;
适应高温环境,稳定运行,延长设备寿命。
案例:300MW电站采用单盘管冷凝器,优化热循环效率。
 我的位置:
我的位置: 产品分类
产品分类 产品型号:
产品型号: 留言询价
留言询价 上一篇:
上一篇:

 地址:擎雷科技
地址:擎雷科技 邮箱:18660167086@163.com
邮箱:18660167086@163.com 联系人:陈奇
联系人:陈奇 返回顶部
返回顶部