欢迎来到山东擎雷环境科技股份有限公司!
 18660167086
18660167086欢迎来到山东擎雷环境科技股份有限公司!
18660167086
 相关文章 / ARTICLE
相关文章 / ARTICLE
 2026-05-14
2025-09-17
2025-09-05
2025-09-11
2025-07-08
2026-05-14
2025-09-17
2025-09-05
2025-09-11
2025-07-08


 产品介绍/ PRODUCT PRESENTATION
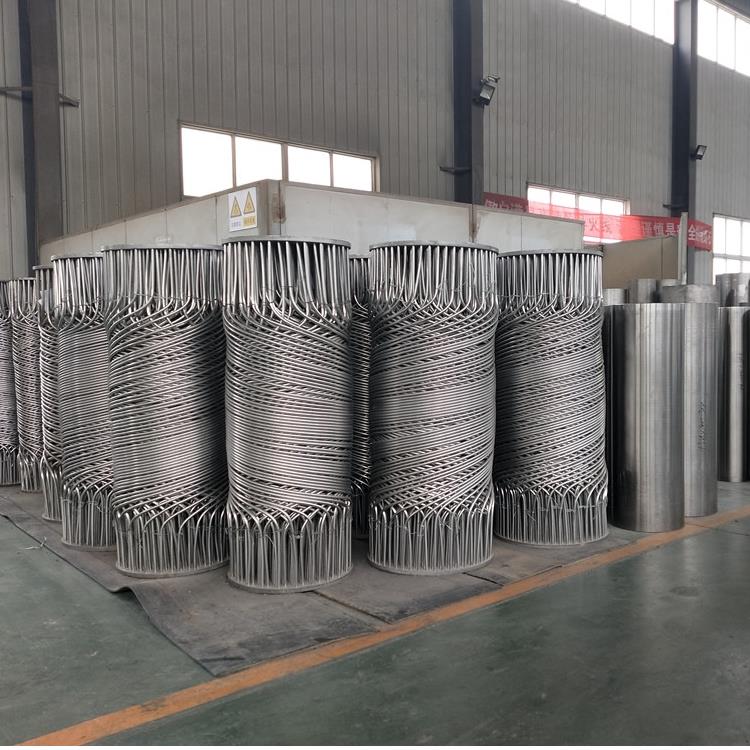
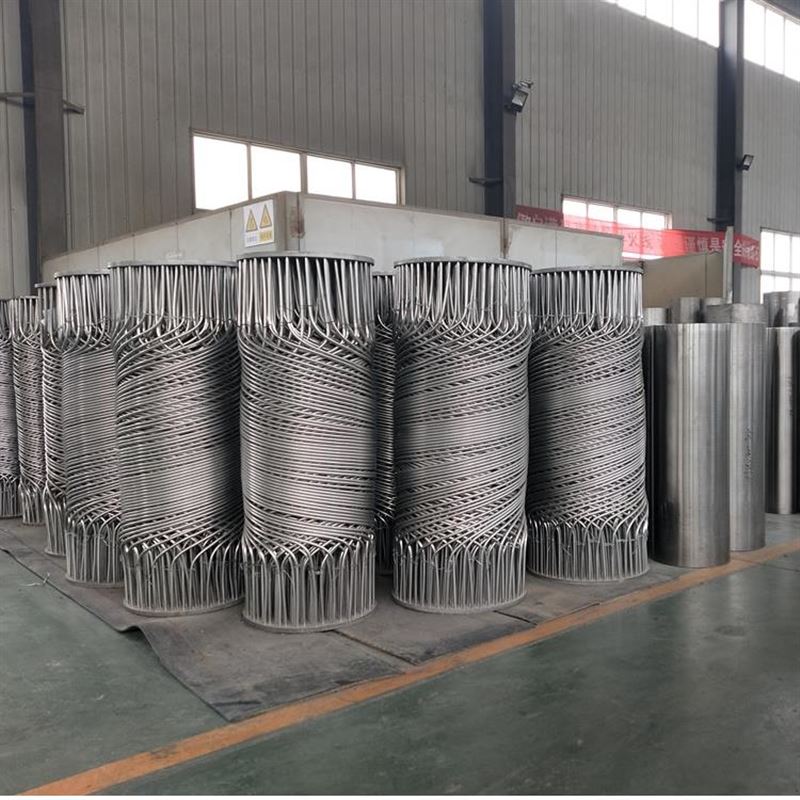
产品介绍/ PRODUCT PRESENTATION在化工生产中,冷凝器作为关键热交换设备,承担着将气体或蒸汽冷凝为液体的核心任务。其应用场景的多样性、技术创新的持续性,直接决定了化工过程的能效、安全性与经济性。本文将从设备类型、工作原理、性能优势及典型应用案例四方面,全面解析化工设备冷凝器的应用场景与技术发展。
一、设备类型与工作原理
1. 设备分类
冷凝器按冷却介质和冷却方式可分为三大类:
类型 子类型 特点
水冷式 壳管式、套管式、板式 传热效率高,需配套冷却塔,适用于化工反应、热电厂等高压环境。
空气冷却式 自然对流、强制对流 无需水源,受环境温度影响大,适用于小型制冷装置或干旱地区工艺。

蒸发式 水膜蒸发、喷淋式 水耗低,结合水蒸发与空气流动散热,适用于高温、高湿度地区。
2. 工作原理
冷凝器通过冷却介质的低温吸收气体或蒸汽的热量,使其温度降至露点以下,凝结为液体。核心过程包括:
热量传递:气体/蒸汽在冷凝管内侧流动,冷却介质(水、空气)在外侧流动,通过管壁进行热量交换。
相变过程:高温气体释放潜热,转化为液体,实现热量移除。
二、性能优势与创新技术
1. 性能特点
耐腐蚀性:采用316L不锈钢、陶瓷复合材料等,适应强酸、强碱及熔融盐环境。
高效传热:螺旋板式、微通道设计提升湍流效应,传热系数达8000-12000W/m²·K。
结构紧凑:模块化设计节省空间,便于安装与维护。
2. 技术创新
材料升级:石墨烯涂层提升传热效率20%,耐温达400℃;陶瓷复合材料解决酸腐蚀问题。
智能集成:物联网传感器实现实时状态监测,预测性维护准确率>95%;数字孪生技术优化运行参数,能耗降低10%-15%。
三、典型应用场景与案例

1. 化工反应过程
案例:某化工厂在聚合反应中采用螺旋缠绕板式冷凝器,处理高温、高粘度物料,传热效率提升40%,年节约能源成本超百万元。
优势:逆流设计延长热交换时间,螺旋结构增强湍流,适应强腐蚀介质。
2. 炼油与石化
案例:炼油厂脱硫工艺中应用列管式冷凝器,回收烟气余热,余热回收效率提升35%,碳排放显著降低。
优势:管束密集排列,耐高压,适用于高温烟气环境。
3. 热电厂与能源
案例:热电厂采用蒸发式冷凝器处理循环水,水耗降低40%,排放温度符合环保标准。
优势:结合水蒸发与空气冷却,适应高温、高湿环境,减少水资源消耗。

4. 新兴领域拓展
氢能储能:在氢气液化过程中,微通道冷凝器提升换热面积50%,降低设备体积。
环保产业:垃圾焚烧厂烟气处理系统采用耐腐蚀冷凝器,解决酸性气体腐蚀问题,排放达标率100%。
化工设备冷凝器
 上一篇:螺旋缠绕板式热交换器
上一篇:螺旋缠绕板式热交换器
 我的位置:
我的位置: 产品分类
产品分类 产品型号:
产品型号: 留言询价
留言询价
 地址:擎雷科技
地址:擎雷科技 邮箱:18660167086@163.com
邮箱:18660167086@163.com 联系人:陈奇
联系人:陈奇 返回顶部
返回顶部