欢迎来到山东擎雷环境科技股份有限公司!
 18660167086
18660167086欢迎来到山东擎雷环境科技股份有限公司!
18660167086
 更新时间:2025-10-28
更新时间:2025-10-28  浏览次数:229
浏览次数:229关键技术特色:
逆流换热优化:管程与壳程流体接近逆流流动,平均温差提升20%—30%,温差利用率提高30%。
自支撑结构:缠绕管通过层间焊接形成刚性结构,无需额外支撑件,承压能力达30MPa以上,可稳定运行于超临界CO₂发电、深海油气开采等高压工况。
热应力补偿:管束两端预留自由伸缩段,可随温度变化自由膨胀,减少热应力导致的设备损坏,寿命超10万小时。
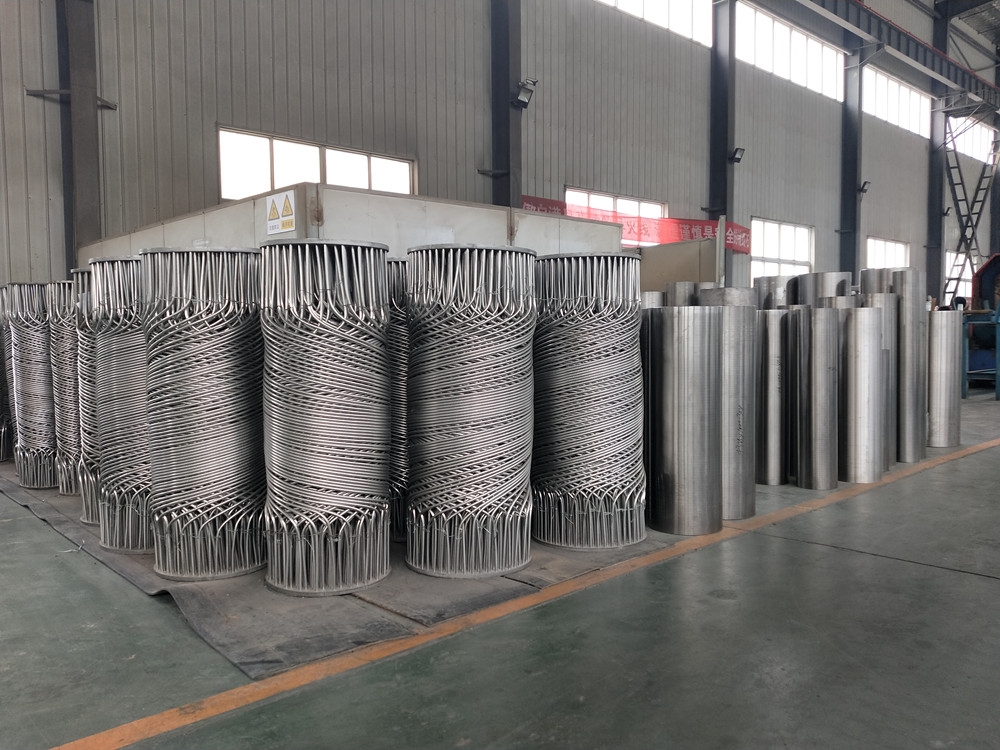
二、结构创新:紧凑设计与高效传热的平衡
缠绕管换热设备通过模块化设计实现高效换热与紧凑结构的统一:
螺旋缠绕管束:由不锈钢、钛合金或碳化硅陶瓷等材料制成,长度可达数百米,通过多层密排缠绕形成复杂流体通道。
壳体与管板:采用高强度合金钢或耐腐蚀材料,固定管束并分隔流体通道,支持多股流分层缠绕。
定位元件与包扎筒:固定管束位置,防止振动和变形,确保高温高压下的稳定性。
性能提升数据:
二次环流效应使污垢沉积率降低60%。
错流与逆流复合设计提升传热效率30%—50%。
耐腐蚀合金(如双相不锈钢)在海水淡化装置中耐氯离子腐蚀性能是316L的3倍,设备寿命超10年。
三、应用场景:跨行业的价值实现
缠绕管换热设备凭借其高效、紧凑、耐腐蚀的特性,在多个领域实现突破性应用:
能源与化工领域:
超临界发电:在沙特某光热电站中,设备承受700℃、30MPa工况,热电转换效率突破50%。
地热开发:冰岛地热发电站采用该设备处理180℃硅酸盐介质,换热效率达88%,年发电量超1亿kWh。
煤气化工艺:余热利用率提升25%,年节约蒸汽1.2万吨,碳排放减少8000吨。

环保与新能源领域:
垃圾焚烧:回收烟气余热产生蒸汽,发电效率提升18%,二噁英排放降低90%。
碳捕集系统:在燃煤电厂中,设备于-55℃工况下实现98%的CO₂气体液化,助力碳中和目标。
氢能产业:钛合金内衬设备支持1900℃高温气冷堆热交换,推动清洁能源发展。
食品医药与制造:
乳制品杀菌:自清洁通道设计使清洗周期延长50%,年维护成本降低40%。
药品反应控温:双流体逆向流动设计实现温差控制精度±0.5℃,符合FDA认证要求。
光伏多晶硅生产:冷却高温气体,保障单晶硅纯度达99.999%。

四、技术挑战与解决方案
尽管缠绕管换热设备具有显著优势,但其推广仍面临三大挑战:
加工难度大:碳化硅硬脆特性使其加工困难,破损后难以现场修复。解决方案包括采用金刚石砂轮磨削、激光切割技术提升加工精度,以及开发近净成型技术(凝胶注模、3D打印)减少材料浪费。
热应力集中:碳化硅与金属热膨胀系数差异大,易导致热应力集中和泄漏。通过有限元分析优化管板厚度与膨胀节结构,采用双密封面结构与弹性补偿元件确保密封可靠性。
成本较高:碳化硅材料成本为金属换热器的5-8倍。可通过长寿命设计(>10年)摊薄成本,同时政府补贴、碳交易机制加速技术推广。
五、市场前景:政策驱动与国产化替代的双重机遇
市场规模:预计到2026年,中国高效换热设备市场规模达38.1亿元,年均复合增长率(CAGR)18.5%。全球列管式换热器市场规模2023年达6亿美元,同比增长超5%。
 上一篇:蒸汽碳化硅换热设备工作原理
上一篇:蒸汽碳化硅换热设备工作原理
 我的位置:
我的位置: 产品分类
产品分类
 地址:擎雷科技
地址:擎雷科技 邮箱:18660167086@163.com
邮箱:18660167086@163.com 联系人:陈奇
联系人:陈奇 返回顶部
返回顶部