欢迎来到山东擎雷环境科技股份有限公司!
 18660167086
18660167086欢迎来到山东擎雷环境科技股份有限公司!
18660167086
 更新时间:2025-08-16
更新时间:2025-08-16  浏览次数:448
浏览次数:448
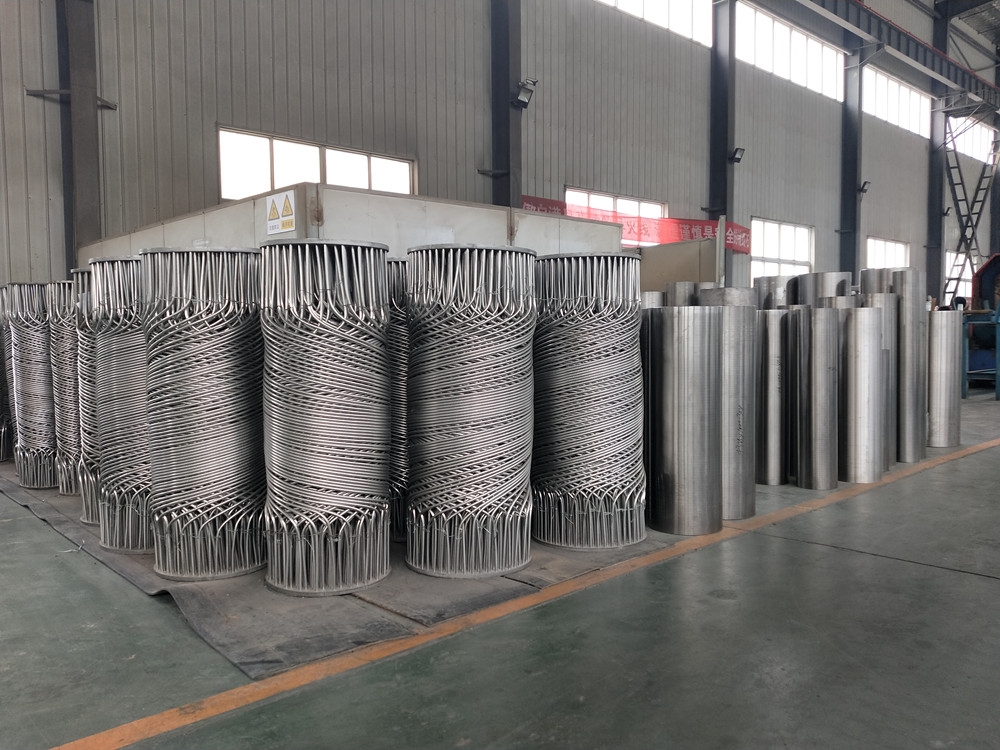
强化对流换热:螺旋管内的二次环流以及壳程螺旋流动,共同作用使得传热效率相较于传统冷凝器提升 15% - 20%。在实际工业应用中,例如在天然气液化项目里,单台乙烯缠绕螺旋管冷凝器处理量可达 500 吨 / 小时,系统压降却能控制在 0.05MPa 以内,冷凝效率高达 98%,单位体积换热能力是传统设备的 3 - 5 倍,出色地完成了大规模气体的高效冷凝任务。
大温差适应能力:逆流设计让冷凝器能够适应较大的温差工况,在乙烯裂解装置中,急冷油冷凝器需面对高温(>400℃)与腐蚀性介质的双重考验,乙烯缠绕螺旋管冷凝器凭借其高效传热特性,能够稳定运行,设备寿命超过 5 年,有力保障了乙烯生产流程的连续性。
空间与成本优势:单位体积换热能力的大幅提升,使得乙烯缠绕螺旋管冷凝器在实现相同换热效果时,体积仅为传统管壳式换热器的 1/10,重量减轻 40%。以某 LNG 接收站为例,采用该冷凝器后,设备高度降低至传统设备的 60%,不仅显著节省了安装空间,更节省土地成本超千万元,为企业在有限的场地内进行高效生产提供了可能。
多元材料选择:针对不同的工业工况,乙烯缠绕螺旋管冷凝器可选用 316L 不锈钢、钛合金或碳化硅复合管束等多种高性能材料。这些材料耐温范围极广,从低温的 - 196℃到高温的 1200℃均能适应,并且能够抵抗浓硫酸、熔融盐等腐蚀性介质的侵蚀。在某化工厂的湿氯气环境中,使用乙烯缠绕螺旋管冷凝器连续运行 5 年无明显腐蚀,设备寿命较普通 316L 不锈钢材质延长 3 倍,大大降低了设备更换频率与维护成本。
热应力补偿机制:螺旋结构自身具备天然的热膨胀补偿能力。在面对 150℃温差的工况时,设备应力水平相较于固定管板式设计降低 60%,解决了传统冷凝器因热应力导致开裂的难题,保证了设备在高温差环境下的长期稳定运行。
模块化设计:设备采用模块化设计理念,支持单管束更换。当某一管束出现故障时,无需对整个冷凝器进行大规模拆解维修,仅需更换受损管束即可,大大缩短了维护时间,较传统设备维护时间缩短 70%。
自清洁功能:螺旋流动的特性使得流体在管内和壳程流动时,对管壁和壳体内壁具有一定的冲刷作用,减少了污垢沉积,清洗周期可延长至 6 - 12 个月,年维护费用降低 40%,有效提高了设备的运行经济性。
乙烯生产:在乙烯裂解装置中,乙烯缠绕螺旋管冷凝器用于急冷油的冷却以及裂解气的冷凝。其能够承受高温冲击,温度剧变耐受性达 400℃/min,热回收效率提升 30%,年节约燃料气用量达 50 万吨标煤,为乙烯生产过程中的节能降耗做出巨大贡献。同时,在处理具有腐蚀性的裂解气时,凭借耐腐蚀材料与结构,保证设备寿命超 5 年,稳定可靠地服务于乙烯生产核心环节。
其他化工过程:在高温气体冷却、反应釜控温、溶剂回收、精馏塔冷凝等多种化工工艺中,乙烯缠绕螺旋管冷凝器均能发挥高效换热优势。例如在加氢裂化工艺(350℃、10MPa)中,设备变形量 < 0.1mm,年节电约 20 万 kW・h,在保障工艺稳定运行的同时,实现了显著的节能效果。
锅炉余热回收:在火力发电等能源生产过程中,锅炉产生的大量高温烟气蕴含着丰富的热能。乙烯缠绕螺旋管冷凝器可将这些余热回收利用,通过冷却烟气,将热量传递给其他工质,提高能源利用效率,减少能源浪费,助力能源企业实现节能减排目标。
碳捕集与封存:随着全球对碳排放问题的日益重视,碳捕集与封存技术成为减少温室气体排放的关键手段。乙烯缠绕螺旋管冷凝器开发的 CO₂专用冷凝器,在 - 55℃工况下能够实现 98% 的气体液化,为燃煤电厂等大型碳排放源的减排工作提供了有力支持,推动能源行业向绿色低碳方向转型。

 我的位置:
我的位置: 产品分类
产品分类 上一篇:
上一篇:

 地址:擎雷科技
地址:擎雷科技 邮箱:18660167086@163.com
邮箱:18660167086@163.com 联系人:陈奇
联系人:陈奇 返回顶部
返回顶部