欢迎来到山东擎雷环境科技股份有限公司!
 18660167086
18660167086欢迎来到山东擎雷环境科技股份有限公司!
18660167086
 更新时间:2025-07-04
更新时间:2025-07-04  浏览次数:285
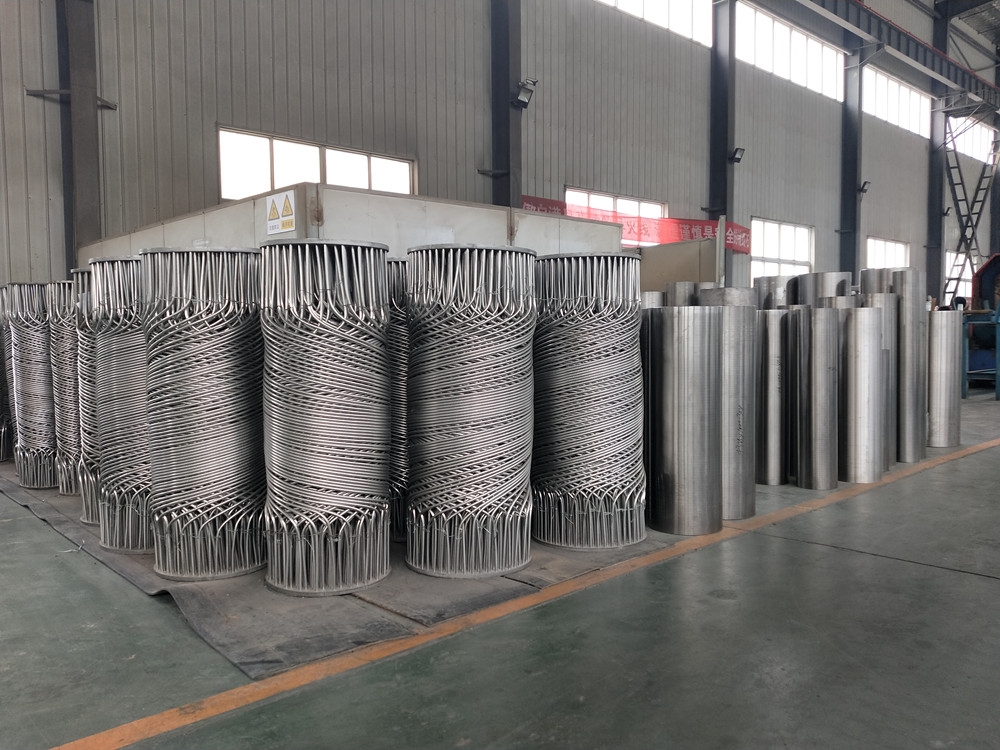
浏览次数:285缠绕管换热器凭借其性能,已渗透至石油化工、天然气液化、食品医药等多个领域,成为工业能效提升的核心设备。本文将结合典型应用场景,揭示其如何驱动各行业的技术升级。
在炼油、乙烯生产及合成氨工艺中,缠绕管换热器展现出以下优势:
原油预热与热量回收:通过优化换热网络,实现能量梯级利用,降低能耗。
加氢裂化装置:替代传统列管换热器,承受高压氢气环境,延长设备寿命。
低温甲醇洗:在深冷工况下高效换热,确保工艺稳定性。
在LNG(液化天然气)生产中,缠绕管换热器承担关键角色:
过冷与液化:在-162℃低温下高效换热,实现天然气液化。
紧凑设计:减少设备占地面积,降低液化工厂建设成本。
缠绕管换热器在食品杀菌、药品浓缩等工艺中表现优异:
食品加热/冷却:高流速、低温度梯度设计,确保食品安全与口感。
医药蒸馏:耐腐蚀材料(如Inconel合金)适应酸性介质,保障药品纯度。

在钢铁、电力等行业,缠绕管换热器实现废热资源化:
烟气余热回收:将高温烟气热量转化为蒸汽或热水,吨钢综合能耗降低12kgce。
燃气轮机余热利用:提升发电效率,年经济效益显著。
氢燃料电池:通过耐氢脆测试,为氢能系统提供热管理解决方案。
光伏多晶硅生产:冷却高温气体,保障单晶硅纯度达99.999%。

缠绕管换热器凭借其广泛的应用场景和性能,已成为工业能效提升的关键设备。从深冷到高温,从传统化工到新能源领域,其技术优势不断推动工业技术的边界扩展。
 上一篇:缠绕管换热器未来趋势
上一篇:缠绕管换热器未来趋势
 我的位置:
我的位置: 产品分类
产品分类
 地址:擎雷科技
地址:擎雷科技 邮箱:18660167086@163.com
邮箱:18660167086@163.com 联系人:陈奇
联系人:陈奇 返回顶部
返回顶部